
使用雙矩陣探頭對會產(chǎn)生聲學(xué)噪聲的奧氏體不銹鋼焊縫進(jìn)行檢測
綜述
可以使用常規(guī)超聲發(fā)送接收縱波(TRL)探頭對異種金屬焊縫和其它會產(chǎn)生聲學(xué)噪聲的材料進(jìn)行檢測。經(jīng)過改進(jìn)的檢測方式使用奧林巴斯的雙矩陣(DMA)探頭和相控陣超聲技術(shù),可以通過電子方式使聲束在材料內(nèi)偏轉(zhuǎn)、傾斜和聚焦。
挑戰(zhàn)
使用超聲技術(shù)很難對異種金屬和奧氏體材料的焊縫進(jìn)行檢測。如果只能從焊縫材料的一側(cè)進(jìn)行檢測,則會使檢測變得特別具有挑戰(zhàn)性,因為焊縫材料的各向異性會使超聲聲束發(fā)生散射。
通常用于檢測這類材料的雙晶TRL探頭包含一個發(fā)射晶片和一個接收晶片,兩個晶片由聲學(xué)絕緣材料隔開。偏斜的屋頂角配置可使晶片發(fā)射的聲束在被測工件中的一個點(diǎn)上聚焦,產(chǎn)生準(zhǔn)聚焦現(xiàn)象。TRL探頭非常適用于檢測這類材料,因為這種探頭可以消除界面回波,不存在盲區(qū)(得益于楔塊回波),減少了向后散射的信號,還可以使用較高的增益。
不過,TRL探頭有一個缺點(diǎn):因為其折射角度固定不變以及準(zhǔn)焦點(diǎn)的存在,檢測過程中可能會需要很多這類探頭才能覆蓋所要求的參數(shù)設(shè)置范圍。
解決方案
與OmniScan或FOCUS PX儀器配套使用的奧林巴斯雙矩陣(DMA)探頭,采用相控陣超聲技術(shù),擴(kuò)大了檢測范圍,從而提高了對粗晶奧氏體和鉻鎳鐵合金材料和焊縫的評估質(zhì)量。雙矩陣探頭匯集了聚焦縱波S掃描和一發(fā)一收縱波檢測方式的多個優(yōu)勢特性。
這里為大家介紹的雙矩陣檢測方式需使用兩種標(biāo)準(zhǔn)探頭:2.25 MHz探頭和4 MHz探頭。在檢測大多數(shù)奧氏體材料和焊縫坡口的應(yīng)用中,如:對異種金屬焊縫和耐腐蝕合金(CRA)焊縫的檢測,這兩種探頭都可以提供標(biāo)準(zhǔn)的檢測性能。
設(shè)備說明
奧林巴斯2.25 MHz,A17 DMA探頭的每個矩陣外殼中有一個4 × 7的大晶片配置,經(jīng)過優(yōu)化后,可以對較厚的、衰減性較強(qiáng)的聲學(xué)材料進(jìn)行檢測。每個矩陣的孔徑為12 × 19 mm。由于A17 DMA探頭在次軸上有4個晶片,因此只需使用一個平面楔塊(無需使用楔塊的機(jī)械屋頂角),就可以通過電子方式使聲束發(fā)生偏轉(zhuǎn)。

奧林巴斯的4 MHz,A27 DMA探頭的每個矩陣外殼中有一個2 × 16的小晶片配置,經(jīng)過優(yōu)化后,可以對較薄的、衰減性較弱的聲學(xué)材料進(jìn)行檢測。每個矩陣的孔徑為6 × 16 mm。由于A27 DMA探頭在次軸上僅有2個晶片,因此在檢測各種直徑的管材時,楔塊都需要使用機(jī)械屋頂角才可以使聲束聚焦。

由于TX和RCV晶片可以通過楔塊實現(xiàn)聲學(xué)絕緣,因此無需使用楔塊阻尼材料以及較大的相隔距離?;谝陨显?,DMA楔塊的體積不大,而且可以擴(kuò)展聲束在材料中的有效聚焦深度和探頭的檢測范圍,從而可以在較大的聲程上提高信噪比(SNR)質(zhì)量。而大楔塊則不具備上述的優(yōu)勢特性,因為楔塊較大,其衰減性也越大,因而會損失大量的能量,例如:使用一維線性陣列探頭進(jìn)行的脈沖回波縱波角度聲束的檢測。
檢測結(jié)果
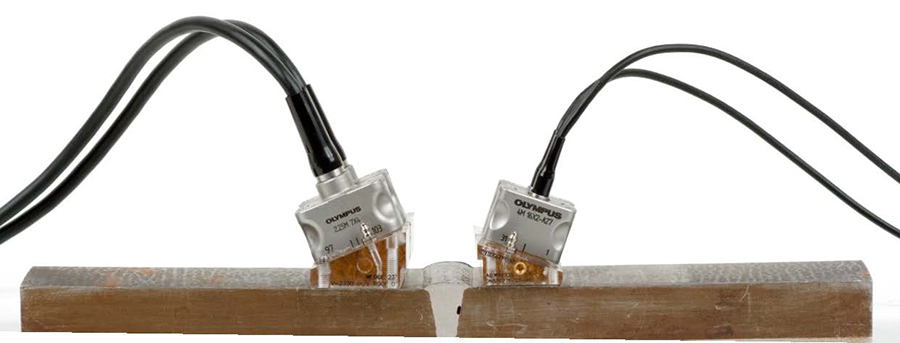
體積檢測使用了一個A17 DMA探頭和一個DN55L楔塊。這個楔塊的額定聲束為一發(fā)一收55度的縱波。如下所述,A17探頭的2.25 MHz大晶片設(shè)計非常適用于檢測鉻鎳鐵合金和316不銹鋼材料制成的較厚的、衰減性較強(qiáng)的樣件。范圍約在30到75度的聚焦S掃描覆蓋了被檢樣件的焊縫體積和焊根區(qū)域。
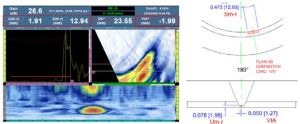
在鉻鎳鐵合金樣件的檢測中,A17探頭用于透過堆焊層探測25毫米厚的鉻鎳鐵合金CRA焊縫中的一個2毫米的EDM刻槽。OmniScan探傷儀的光標(biāo)用于在C掃描中定量刻槽的長度,在A掃描和S掃描中定量刻槽的深度和高度。光標(biāo)的增量值和三角學(xué)數(shù)據(jù)顯示在OmniScan屏幕的上方,并被記錄在屏幕上方直接生成的缺陷指示報表中。
在檢測316不銹鋼樣件時,A17探頭用于探測50毫米厚的SS316容器校準(zhǔn)試塊中的一個3毫米長,25毫米深的SDH(橫通孔)。與焊縫旁邊的基底材料相比,聲束在焊縫區(qū)域的衰減性增加了12 dB。
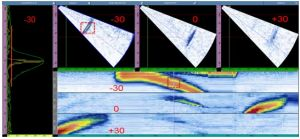
A17探頭的獨(dú)特優(yōu)勢是可以生成偏離探頭軸向的聲束,因此還能獲得探頭前方區(qū)域以外的S掃描。只有A17探頭具有這種特性,因為其次軸上有足夠的晶片數(shù)量(4個)(A27 DMA探頭不能生成偏離探頭軸向的聲束,因為其次軸上只有兩個晶片)。
生成偏離探頭軸向的S掃描的主要目的是探測和定量奧氏體管材焊縫中的軸向和橫向IGSCC(晶間應(yīng)力腐蝕開裂)。聲束偏離探頭軸向的角度范圍取決于探頭次軸上的晶片數(shù)量,以及晶片的大小和頻率。盡管A17探頭在使用平面楔塊時可以生成至少45度的斜射聲束,但是在使用AOD楔塊時,或者在管材的軸向外徑降低時,對角度的限度則會降低。

A27 DMA探頭用于對其它鉻鎳鐵合金焊縫樣件進(jìn)行體積和表面兩種檢測(表面檢測的含義是探測、定量和定性焊縫淺層的缺陷,或延伸到焊縫外表面的缺陷)。A27探頭的4 MHz小晶片設(shè)計非常適用于檢測這類較薄的、衰減性較弱的樣件。在檢測時,可以使用一個DN55L或一個DNCR楔塊。在當(dāng)前的應(yīng)用中,我們沒有選擇DN55L楔塊,而是選擇了DNCR楔塊,因為后者具有更廣泛的適用性,可以進(jìn)行體積和表面兩種檢測。當(dāng)焊縫坡口的厚度低于約25毫米時,DNCR楔塊的設(shè)計經(jīng)過優(yōu)化,可以進(jìn)行表面檢測。表面檢測是對體積檢測的一種補(bǔ)充,因此完成了兩種檢測就可以完整地覆蓋焊縫的坡口。
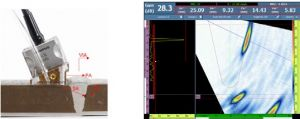
使用A27探頭和DNCR楔塊進(jìn)行體積檢測時,可以通過在30毫米聲程上聚焦的30度到80度的S掃描檢查CRA焊縫。在鉻鎳鐵合金625焊縫中的縱波聲速已知為5830 m/s,在碳鋼基底材料中的縱波聲速為5890 m/s。這種聲速差別導(dǎo)致了聲束角度在焊縫與基底材料的界面上出現(xiàn)細(xì)微的變化。缺陷深度和高度的繪制精度取決于是否可以精準(zhǔn)地確定基底材料和焊縫的聲速值。
A27探頭在探測遠(yuǎn)端的焊縫坡口缺陷時,表現(xiàn)出了較高的信噪比(SNR)。這個缺陷被正確繪制在視圖中,與其在焊縫中的已知深度和位置完全匹配。缺陷深度(DA)使用最高波幅的A掃描進(jìn)行測量。閘門三角學(xué)讀數(shù),如:聲程(SA)、深度(DA)、探頭距離(PA)以及以步進(jìn)軸上的零位作為參考點(diǎn)的體積位置(VIA),也都被正確地繪制在視圖中。
在表面檢測中,A27探頭只局限于進(jìn)行角度較大的第一個半跨區(qū)域的檢測。A27探頭的配置使用了在淺層聚焦或短距離聚焦的約在70到85度之間的大角度S掃描。當(dāng)角度超出了約70到75度的范圍時,所有A掃描聲束都會以縱波聲速在平行于表面的方向上傳播。這樣就可以相似的方式探測到淺層的橫通孔(SDH)、刻槽或焊縫缺陷。表面檢測的結(jié)果不會因焊冠的形狀(齊平或非齊平)而發(fā)生變化。

在鉻鎳鐵合金625焊縫樣件中,A27探頭和DNCR楔塊探測到了一個距楔塊面20多毫米處的1毫米深,10毫米長的EDM表面刻槽。

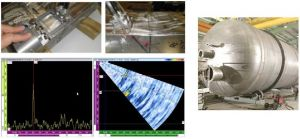
在一個直徑為152毫米的鉻鎳鐵合金800焊縫樣件上,A27探頭和DNCR楔塊探測到了3個淺層缺陷和1個延伸到外壁的缺陷。
結(jié)語
標(biāo)準(zhǔn)的奧林巴斯雙矩陣探頭:現(xiàn)貨供應(yīng)的2.25 MHz(A17)和4 MHz(A27),在檢測奧氏體及鉻鎳鐵合金材料和焊縫的應(yīng)用中,可以增強(qiáng)OmniScan或Focus PX儀器的檢測性能。
A17探頭的4 × 7大晶片配置適合于檢測較厚的、衰減性較強(qiáng)的奧氏體材料。A27探頭的2 × 16小晶片配置適合于檢測較薄的、衰減性較弱的奧氏體材料。
與OmniScan兼容的DMA探頭是一款檢測新手和高級用戶都可以使用的附加相控陣檢測工具。
在鉻鎳鐵合金625焊縫樣件中,A27探頭和DNCR楔塊探測到了一個距楔塊面20多毫米處的1毫米深,10毫米長的EDM表面刻槽。